
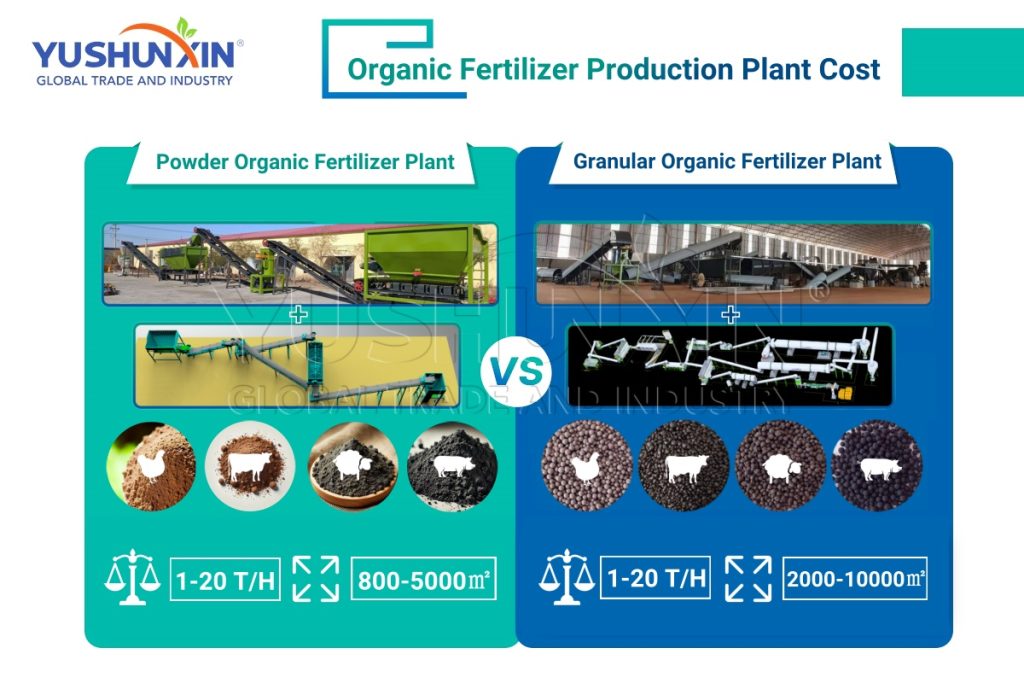
Organic fertilizer production plant cost usually depends on more than purchase price, because long-term operating expenses often decide the final fertilizer factory cost. A pelletizer, also called a granulator or pellet making machine, sits at the center of most organic fertilizer powder-to-granule procedures, so pelletizing performance directly influences energy use, labor hours, maintenance frequency, and finished granule quality. When a plant targets stable organic fertilizer granulation, a high-efficiency granulating system often reduces rework and reduces waste, so the fertilizer plant setup cost delivers faster payback. Therefore, pelletizer efficiency affects organic fertilizer manufacturing plant cost through capacity, conversion rate, and quality control across the full process.
What organic fertilizer raw materials support stable powder preparation and granulation cost control?
A production line needs raw materials that support consistent crushing, mixing, granulating, and drying, because unstable feedstock often increases organic fertilizer plant cost through extra labor and extra machine adjustments. Common organic fertilizer raw materials include livestock manure such as chicken manure, cow dung, pig manure, and sheep manure, because these materials provide organic matter and workable moisture ranges after composting preparation. Many plants also choose crop residues such as straw powder, rice husk powder, peanut shell powder, sawdust, or bagasse, because these materials help adjust carbon-to-nitrogen ratio and improve pellet forming during pelletizing. Other suitable sources include kitchen waste compost, municipal sludge compost (when regulations allow), and industrial organic by-products such as amino acid residue, vinasse residue, or mushroom substrate, because these streams often arrive in bulk and reduce raw material purchasing cost.
A cost-focused procedure also classifies materials by physical condition, because particle size influences granulator load and pellet strength. Fine organic fertilizer powder usually granulates faster but sometimes creates dust and increases screening loss, while coarse fiber materials often require additional crushing machine capacity. Each plant therefore benefits from a defined preparation standard for moisture, particle size, and impurity control, because that standard stabilizes pellet making and stabilizes the fertilizer manufacturing plant cost.
How does pelletizer efficiency reduce energy, labor, and maintenance in organic fertilizer pelletizing processes?
Pelletizer efficiency mainly means effective throughput per kilowatt-hour and per operator hour, because the pelletizing stage often becomes the production bottleneck. A high-efficiency granulator converts organic fertilizer powder into uniform pellets or granules with fewer circulation loops, so the line reduces internal recycling from screening returns. That recycling reduction matters, because every return loop consumes extra conveying power, adds wear on machinery, and increases labor time for monitoring. Efficient granulating also reduces the need for repeated moisture correction, because a stable pelletizer running window keeps particle formation consistent and decreases unplanned downtime.
Machine features also connect to organic fertilizer plant cost control. A well-designed pelletizer or organic fertilizer granulator often includes wear-resistant lining, stable transmission, and adjustable speed control, because those features extend service intervals and reduce spare-part spending. A stable feeding structure also lowers overload risk, so the plant protects the motor and gearbox and prevents sudden shutdowns. When pellet making stays stable, downstream rotary drying machine load becomes predictable, which reduces fuel or electricity fluctuation and helps optimize overall organic fertilizer production plant cost. Therefore, pelletizer efficiency influences both direct operating cost and indirect cost across the production process.
Which supporting machines amplify pelletizer performance and lower total fertilizer factory cost?
A complete organic fertilizer granulation production system usually relies on several supporting machines, because each step affects pelletizer efficiency and total fertilizer plant setup cost. A crushing machine often provides the first cost-saving leverage, because uniform powder size reduces pelletizer torque spikes and reduces rejected particles. When crushing consistency improves, granulation becomes smoother, and the plant reduces energy consumption during pelletizing and pellet making.
A compost machine also influences pelletizer efficiency, because fermentation quality decides moisture balance, fiber softness, and impurity risk. A groove type compost machine or wheel type compost machine typically delivers stable compost maturity and stable moisture distribution, so the pelletizer or granulator receives more consistent feed. That consistency reduces binder usage and reduces pellet breakage, which then reduces screening returns. A screening machine completes the cost loop, because accurate screening classification reduces oversize and undersize recycling, and it also protects packaging efficiency by delivering uniform granule size. When these machines match capacity and control targets, the entire organic fertilizer manufacturing process runs with fewer stops, so the organic fertilizer plant cost stays predictable and the fertilizer manufacturing plant cost decreases over time.
How should an investor evaluate pelletizer efficiency when estimating organic fertilizer plant setup cost and ROI?
A practical evaluation uses measurable indicators, because a decision needs numbers to control fertilizer plant cost. Capacity per hour under real organic fertilizer powder conditions matters, because nameplate capacity often differs from production reality. Pellet yield rate also matters, because high yield means more saleable pellets and fewer returns for re-granulating. Granule strength and uniformity matter as well, because fragile pellets increase dust, raise screening loss, and increase packaging complaints, which then increases organic fertilizer production plant cost through rework and customer service risk.
A complete cost model also includes electricity per ton, wear-part consumption, lubrication, and downtime frequency, because those items directly shape organic fertilizer plant cost beyond initial equipment price. A plant that selects a pelletizer with stable granulation and stable pelletizing behavior usually achieves shorter commissioning time, because operators spend less time correcting moisture and adjusting process parameters. In addition, a line that supports multiple granulating methods, such as disc granulation, drum granulation, or extrusion granulation, often improves flexibility for different organic fertilizer raw materials, and that flexibility reduces long-term risk in fertilizer factory cost planning.
Conclusion
Pelletizer efficiency influences organic fertilizer plant cost because it controls throughput, energy consumption, rework rate, and maintenance intensity across the full production process. Suitable organic fertilizer raw materials, consistent compost preparation, and matched supporting equipment such as a crushing machine, compost machine, and screening machine all amplify pelletizing stability and granulation quality. When a plant prioritizes efficient pellet making and controlled granule formation, the fertilizer manufacturing plant cost typically decreases through higher yield and fewer shutdowns, while the fertilizer plant setup cost delivers stronger long-term value. A professional fertilizer equipment manufacturer—Yushunxin—can provide integrated configuration support for pelletizer selection and organic fertilizer production line cost planning. You can visit: https://www.fertilizerproductequipment.com/organic-fertilizer-production-plant-cost/